
Page 28 - автореферат_УЧАНІН
P. 28
26
версальних ВД і ВСП подвійного диференціювання розроблено ефективні технології
ручного ВК.
Розглянемо приклад виявлення підповерхневих дефектів у зварних швах із
сплаву АМГ-6, виконаних дуговим зварюванням. Для встановлення можливості ВК
у реальних умовах використали зразок з грубими поверхневими рисками і порушен-
ням геометрії (депланацією кромок) у зоні шва, які створювали сильні завади.
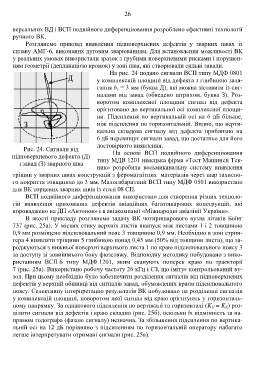
На рис. 24 подано сигнали ВСП типу МДФ 0801
у комплексній площині від дефекта з глибиною заля-
гання h = 3 мм (буква Д), які можна зіставити із сиг-
з
налами від завад (обведено штрихом, буква З). Роз-
воротом комплексної площини сигнал від дефекта
орієнтовано до вертикальної осі комплексної площи-
ни. Підсилення по вертикальній осі на 6 дБ більше,
ніж підсилення по горизонтальній. Видно, що верти-
кальна складова сигналу від дефекта приблизно на
6 дБ перевищує сигнали завад, що достатньо для його
достовірного виявлення.
Рис. 24. Сигнали від
На основі ВСП подвійного диференціювання
підповерхневого дефекта (Д) типу МДВ 1201 німецька фірма «Тест Машинен Тек-
і завад (З) зварного шва
ник» розробила восьмиканальну систему виявлення
тріщин у зварних швах конструкцій з феромагнітних матеріалів через шар захисно-
го покриття товщиною до 3 мм. Малогабаритний ВСП типу МДФ 0501 використано
для ВК торцевих зварних швів із сталі 08 СП.
ВСП подвійного диференціювання використано для створення різних техноло-
гій виявлення прихованих дефектів авіаційних багатошарових конструкцій, які
впроваджено на ДП «Антонов» і в авіакомпанії «Міжнародні авіалінії України».
В якості прикладу розглянемо задачу ВК чотиришарового вузла літаків Боїнг
737 (рис. 25а). У місцях стику верхніх листів внапуск між листами 1 і 2 товщиною
0,9 мм розміщено підсилювальний пояс 3 товщиною 0,9 мм. Необхідно в зоні стрин-
гера 4 виявляти тріщини 5 глибиною понад 0,45 мм (50% від товщини листа), що за-
роджуються з нижньої поверхні верхнього листа 1 по краю підсилювального поясу 3
за доступу зі зовнішнього боку фюзеляжу. Відповідну методику побудовано з вико-
ристанням ВСП 6 типу МДФ 1201, яким сканують поперек краю по траєкторії
7 (рис. 25а). Використано робочу частоту 26 кГц і СЗ, що імітує контрольований ву-
зол. При цьому необхідно було забезпечити розділення сигналів від підповерхневих
дефектів у верхній обшивці від сигналів завад, обумовлених краєм підсилювального
поясу. Селективну інтерпретацію результатів ВК побудовано на розділенні сигналів
у комплексній площині, поворотом якої сигнал від краю орієнтують у горизонталь-
ному напрямку. За однакового підсилення по вертикалі та горизонталі (K = K ) роз-
Х
У
ділити сигнали від дефектів і краю складно (рис. 25б), оскільки їх відмінність за на-
прямом годографа (фазою сигналу) незначна. За збільшення підсилення по вертика-
льній осі на 12 дБ порівняно з підсиленням по горизонтальній оператору набагато
легше інтерпретувати отримані сигнали (рис. 25в).