
Page 98 - ДисертСемак2
P. 98
98
Величини, які характеризують шорсткість поверхні. До таких серед
інших відносяться величини R a – середнє арифметичне відхилення профілю,
R z – висота нерівностей (середнє арифметичне абсолютних відхилень, що
перебувають у межах базової довжини п’яти найбільших мінімумів і п’яти
найбільших максимумів), R p – висота згладжування (нівелювання) – відстань
від лінії виступів до середньої лінії в межах базової довжини. Для зразків, які
були піддані абразивно-струменевій обробці під час одного проходження
сопла ці величини становили R a=6,8 мкм, R z=18,1 мкм, R p=16,5 мкм [139].
Таким чином можна стверджувати, що характерні величини шорсткості
поверхні для сталі після абразивно-струменевої обробки становлять кілька
десятків мікрометрів.
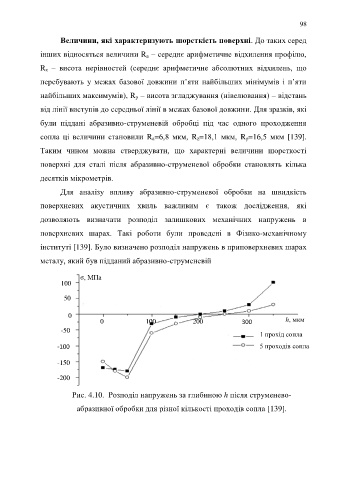
Для аналізу впливу абразивно-струменевої обробки на швидкість
поверхневих акустичних хвиль важливим є також дослідження, які
дозволяють визначати розподіл залишкових механічних напружень в
поверхневих шарах. Такі роботи були проведені в Фізико-механічному
інституті [139]. Було визначено розподіл напружень в приповерхневих шарах
металу, який був підданий абразивно-струменевій
σ, МПа
100
50
0
0 100 200 300 h, мкм
-50
1 прохід сопла
-100 5 проходів сопла
-150
-200
Рис. 4.10. Розподіл напружень за глибиною h після струменево-
абразивної обробки для різної кількості проходів сопла [139].