
Page 49 - дисертація Головчук
P. 49
49
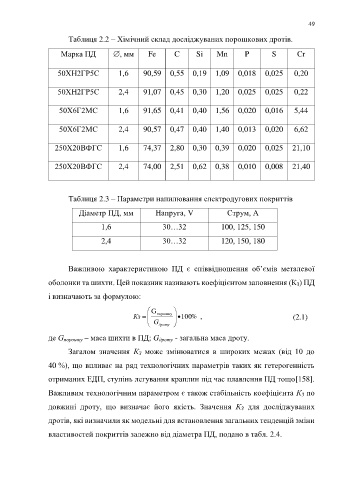
Таблиця 2.2 – Хімічний склад досліджуваних порошкових дротів.
Марка ПД , мм Fe C Si Mn P S Cr
50ХН2ГР5С 1,6 90,59 0,55 0,19 1,09 0,018 0,025 0,20
50ХН2ГР5С 2,4 91,07 0,45 0,30 1,20 0,025 0,025 0,22
50Х6Г2МС 1,6 91,65 0,41 0,40 1,56 0,020 0,016 5,44
50Х6Г2МС 2,4 90,57 0,47 0,40 1,40 0,013 0,020 6,62
250Х20ВФГС 1,6 74,37 2,80 0,30 0,39 0,020 0,025 21,10
250Х20ВФГС 2,4 74,00 2,51 0,62 0,38 0,010 0,008 21,40
Таблиця 2.3 – Параметри напилювання електродугових покриттів
Діаметр ПД, мм Напруга, V Струм, А
1,6 30…32 100, 125, 150
2,4 30…32 120, 150, 180
Важливою характеристикою ПД є співвідношення об’ємів металевої
оболонки та шихти. Цей показник називають коефіцієнтом заповнення (К З) ПД
і визначають за формулою:
G
Кз порошку 100 % , (2.1)
G дроту
де G порошку – маса шихти в ПД; G дроту - загальна маса дроту.
Загалом значення К З може змінюватися в широких межах (від 10 до
40 %), що впливає на ряд технологічних параметрів таких як гетерогенність
отриманих ЕДП, ступінь легування краплин під час плавлення ПД тощо[158].
Важливим технологічним параметром є також стабільність коефіцієнта К З по
довжині дроту, що визначає його якість. Значення К З для досліджуваних
дротів, які визначили як модельні для встановлення загальних тенденцій зміни
властивостей покриттів залежно від діаметра ПД, подано в табл. 2.4.