
Page 52 - дисертація Головчук
P. 52
52
а б
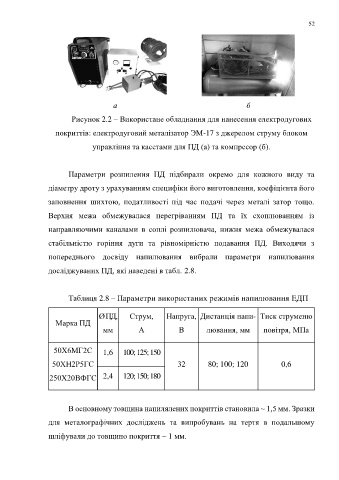
Рисунок 2.2 – Використане обладнання для нанесення електродугових
покриттів: електродуговий металізатор ЭМ-17 з джерелом струму блоком
управління та касетами для ПД (а) та компресор (б).
Параметри розпилення ПД підбирали окремо для кожного виду та
діаметру дроту з урахуванням специфіки його виготовлення, коефіцієнта його
заповнення шихтою, податливості під час подачі через металі затор тощо.
Верхня межа обмежувалася перегріванням ПД та їх схоплюванням із
направляючими каналами в соплі розпилювача, нижня межа обмежувалася
стабільністю горіння дуги та рівномірністю подавання ПД. Виходячи з
попереднього досвіду напилювання вибрали параметри напилювання
досліджуваних ПД, які наведені в табл. 2.8.
Таблиця 2.8 – Параметри використаних режимів напилювання ЕДП
Ø ПД, Струм, Напруга, Дистанція напи- Тиск струменю
Марка ПД
мм А В лювання, мм повітря, МПа
50Х6МГ2С 1,6 100; 125; 150
50ХН2Р5ГС 32 80; 100; 120 0,6
250Х20ВФГС 2,4 120; 150; 180
В основному товщина напилялених покриттів становила ~ 1,5 мм. Зразки
для металографічних досліджень та випробувань на тертя в подальшому
шліфували до товщино покриття ~ 1 мм.