
Page 138 - Стасишин Дисертація
P. 138
138
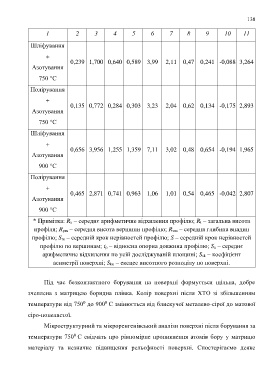
1 2 3 4 5 6 7 8 9 10 11
Шліфування
+
0,239 1,700 0,640 0,589 3,99 2,11 0,47 0,241 -0,088 3,264
Азотування
750 °С
Полірування
+
0,135 0,772 0,284 0,303 3,23 2,04 0,62 0,134 -0,175 2,893
Азотування
750 °С
Шліфування
+
0,656 3,956 1,255 1,359 7,11 3,02 0,48 0,654 -0,194 1,965
Азотування
900 °С
Полірування
+
0,465 2,871 0,741 0,963 1,06 1,01 0,54 0,465 -0,042 2,807
Азотування
900 °С
* Примітка: R a – середнє арифметичне відхилення профілю; R t – загальна висота
профіля; R pm – середня висота вершини профілю; R vm – середня глибина впадин
профілю; S m – середній крок нерівностей профілю; S – середній крок нерівностей
профілю по вершинам; t p – відносна опорна довжина профілю; S a – середнє
арифметичне відхилення по усій досліджуваній площині; S sk – коефіцієнт
асиметрії поверхні; S ku – ексцес висотного розподілу по поверхні.
Під час безконтактного борування на поверхні формується щільна, добре
зчеплена з матрицею боридна плівка. Колір поверхні після ХТО зі збільшенням
0
0
температури від 750 до 900 С змінюється від блискучої металево-сірої до матової
сіро-попелястої.
Мікроструктурний та мікроренгенівський аналізи поверхні після борування за
0
температури 750 С свідчать про рівномірне проникнення атомів бору у матрицю
матеріалу та незначне підвищення рельєфності поверхні. Спостерігаємо деяке