
Page 264 - Кулик В.В.
P. 264
264
Після ізотермічного гартування (режим Б) формується крупноголчаста
структура мартенситу і верхнього бейніту (рис. 5.4в, г) з високою ( =
11
-2
(6…8)∙10 см ) густиною дислокацій вздовж міжфазних меж. Відпуск
ізотермічно загартованої сталі (режим В) спричиняє зростання кількості
нижнього бейніту (рис. 5.5а), де характерний розподіл цементитних
прошарків зумовлює диспергування бейнітних зерен. Густина дислокацій у
-2
11
відпущеному мартенситі (рис. 5.5б) значно зменшується ( = (1…2)∙10 см )
порівняно з мартенситом гартування (рис. 5.4в). Термообробка за режимом Г
обумовлює переважно структуру нижнього бейніту (рис. 5.5в) і відпущеного
-2
10
мартенситу (рис. 5.5г). Густина дислокацій ( = (4…6)×10 см ) в нижньому
бейніті менша, ніж у трооститі, і значно нижча порівняно з відпущеним
мартенситом (у 3 рази) і мартенситом гартування (на порядок і більше).
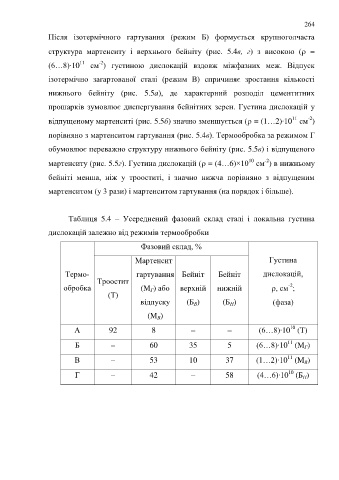
Таблиця 5.4 – Усереднений фазовий склад сталі і локальна густина
дислокацій залежно від режимів термообробки
Фазовий склад, %
Мартенсит Густина
Термо- гартування Бейніт Бейніт дислокацій,
Троостит
-2
обробка (M ) або верхній нижній , см ;
Г
(Т)
відпуску (Б ) (Б ) (фаза)
В
Н
(M )
В
10
A 92 8 (6…8)∙10 (T)
11
Б 60 35 5 (6…8)∙10 (M )
Г
11
В 53 10 37 (1…2)∙10 (M )
В
10
Г 42 58 (4…6)∙10 (Б )
Н