
Page 244 - КЛАСИФІКАЦІЯ ЛОКАЛІЗОВАНИХ ДЕФЕКТІВ ЗВАРНИХ ШВІВ НА РЕНТГЕНІВСЬКИХ ЗОБРАЖЕННЯХ ТРУБ
P. 244
244
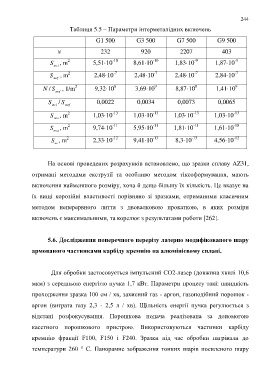
Таблиця 5.5 ‒ Параметри інтерметалідних включень
G1 500 G3 500 G7 500 G9 500
N 232 920 2207 403
-9
2
-10
-10
-9
S , m 5,51·10 8,61·10 1,83·10 1,87·10
incl
-7
-7
-7
-7
2
S surf , m 2,48·10 2,48·10 2,48·10 2,84·10
8
2
9
9
9
N S / , 1/m 9,32·10 3,69·10 8,87·10 1,41·10
surf
S incl S / surf 0,0022 0,0034 0,0073 0,0065
-13
-13
-13
-13
2
S , m 1,03·10 1,03·10 1,03·10 1,03·10
min
2
-11
-11
-11
-10
S max , m 9,74·10 5,95·10 1,81·10 1,61·10
-12
-13
-13
-12
2
S , m 2,33·10 9,41·10 8,3·10 4,56·10
av
На основі проведених розрахунків встановлено, що зразки сплаву AZ31,
отримані методами екструзії та особливо методом тіксоформування, мають
включення найменшого розміру, хоча й дещо більшу їх кількість. Це вказує на
їх вищі корозійні властивості порівняно зі зразками, отриманими класичним
методом неперервного лиття з двовалковою прокаткою, в яких розміри
включень є максимальними, та корелює з результатами роботи [262].
5.6. Дослідження поперечного перерізу лазерно модифікованого шару
армованого частинками карбіду кремнію на алюмінієвому сплаві.
Для обробки застосовується імпульсний CO2-лазер (довжина хвилі 10,6
мкм) з середньою енергією пучка 1,7 кВт. Параметри процесу такі: швидкість
проходження зразка 100 см / хв, захисний газ - аргон, газоподібний порошок -
аргон (витрата газу 2,3 - 2,5 л / хв). Щільність енергії пучка регулюється з
відстані розфокусування. Порошкова подача реалізована за допомогою
касетного порошкового пристрою. Використовуються частинки карбіду
кремнію фракції F100, F150 і F240. Зразки під час обробки нагрівали до
температури 260 ° C. Панорамне зображення тонких шарів посиленого шару