
Page 11 - Maksymiv_avtoref
P. 11
9
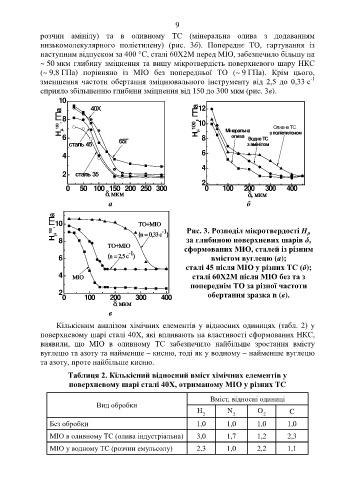
розчин амінілу) та в оливному ТС (мінеральна олива з додаванням
низькомолекулярного поліетилену) (рис. 3б). Попереднє ТО, гартування із
наступним відпуском за 400 °С, сталі 60Х2М перед МІО, забезпечило більшу на
~ 50 мкм глибину зміцнення та вищу мікротвердість поверхневого шару НКС
(~ 9,8 ГПа) порівняно із МІО без попередньої ТО (~ 9 ГПа). Крім цього,
-1
зменшення частоти обертання зміцнювального інструменту від 2,5 до 0,33 с
сприяло збільшенню глибини зміцнення від 150 до 300 мкм (рис. 3в).
10
40Х 12
100 , ГПа 8 H µ 100 , ГПа 10
H µ 6 8 Мінеральна Оливне ТС
з поліетиленом
олива
Водне ТС
сталь 45 65Г з амінілом
4 6
4
2 сталь 35
2
0 50 100 150 200 250 300 0 100 200 300 400
δ, мкм δ, мкм
а б
100 , ГПа 10 ТО+МІО Рис. 3. Розподіл мікротвердості H
-1
µ
H µ 8 (n = 0,33 c ) за глибиною поверхневих шарів δ,
ТО+МІО сформованих МІО, сталей із різним
-1
6 вмістом вуглецю (а);
(n = 2,5 c )
сталі 45 після МІО у різних ТС (б);
4 МІО сталі 60Х2М після МІО без та з
попереднім ТО за різної частоти
2
0 100 200 300 400 обертання зразка n (в).
δ, мкм
в
Кількісним аналізом хімічних елементів у відносних одиницях (табл. 2) у
поверхневому шарі сталі 40Х, які впливають на властивості сформованих НКС,
виявили, що МІО в оливному ТС забезпечило найбільше зростання вмісту
вуглецю та азоту та найменше – кисню, тоді як у водному – найменше вуглецю
та азоту, проте найбільше кисню.
Таблиця 2. Кількісний відносний вміст хімічних елементів у
поверхневому шарі сталі 40Х, отриманому МІО у різних ТС
Вміст, відносні одиниці
Вид обробки
Н N O C
2 2 2
Без обробки 1,0 1,0 1,0 1,0
МІО в оливному ТС (олива індустріальна) 3,0 1,7 1,2 2,3
МІО у водному ТС (розчин емульсолу) 2,3 1,0 2,2 1,1