
Page 34 - КЛАСИФІКАЦІЯ ЛОКАЛІЗОВАНИХ ДЕФЕКТІВ ЗВАРНИХ ШВІВ НА РЕНТГЕНІВСЬКИХ ЗОБРАЖЕННЯХ ТРУБ
P. 34
34
зображення, результатом якої є протокол дефектоскопії зварного шва, що
містить про типи дефектів, їхнє розташування на зображенні та розміри.
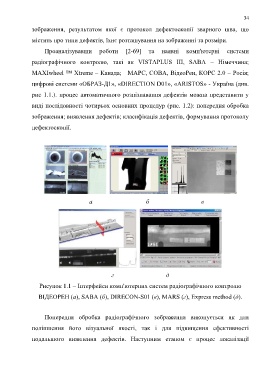
Проаналізувавши роботи [2-69] та наявні комп'ютерні системи
радіографічного контролю, такі як VISTAPLUS III, SABA – Німеччина;
MAXIwheel ™ Xtreme – Канада; МАРС, СОВА, ВідеоРен, КОРС 2.0 – Росія;
цифрові системи «ОБРАЗ-Д1», «DIRECTION D01», «ARISTOS» - Україна (див.
рис 1.1.). процес автоматичного розпізнавання дефектів можна представити у
виді послідовності чотирьох основних процедур (рис. 1.2): попередня обробка
зображення; виявлення дефектів; класифікація дефектів, формування протоколу
дефектоскопії.
а б в
г д
Рисунок 1.1 ‒ Інтерфейси комп'ютерних систем радіографічного контролю
ВІДЕОРЕН (а), SABA (б), DIRECON-S01 (в), MARS (г), Express method (д).
Попередня обробка радіографічного зображення виконується як для
поліпшення його візуальної якості, так і для підвищення ефективності
подальшого виявлення дефектів. Наступним етапом є процес локалізації