
Page 22 - МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
P. 22
20
а)
б)
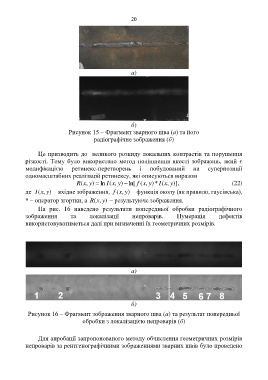
Рисунок 15 ‒ Фрагмент зварного шва (а) та його
радіографічне зображення (б)
Це призводить до великого розкиду локальних контрастів та порушення
різкості. Тому було використано метод поліпшення якості зображень, який є
модифікацією ретинекс-перетворень і побудований на суперпозиції
одномасштабних реалізацій ретинексу, які описуються виразом
R (x , ) y ln I (x , ) y ln[ f (x , y * ) I (x , y )], (22)
, x
f
)
, x
)
I
де ( y – вхідне зображення, ( y – функція околу (як правило, гаусівська),
R
)
, x
* – оператор згортки, а ( y – результуюче зображення.
На рис. 16 наведено результати попередньої обробки радіографічного
зображення та локалізації непроварів. Нумерація дефектів
використовуватиметься далі при визначенні їх геометричних розмірів.
а)
б)
Рисунок 16 ‒ Фрагмент зображення зварного шва (а) та результат попередньої
обробки з локалізацією непроварів (б)
Для апробації запропонованого методу обчислення геометричних розмірів
непроварів за рентгенографічними зображеннями зварних швів було проведено