
Page 104 - Dys
P. 104
104
При такому підході, з одного боку, мали можливість досліджувати метал
однієї штанги і це слід розглядати як чинник зменшення розкиду
експериментальних даних та достовірнішого обґрунтування, що відмінності у
властивостях головки і тіла штанги зумовлені саме експлуатаційним впливом.
З іншого боку, головку штанги формують гарячим висаджуванням [192], що
може спричиняти деякі відмінності у стані металу головки порівняно з тілом
штанги. Це брали до уваги для обґрунтування можливості використання
експлуатованої сталі головки для порівняння зі станом експлуатованої робочої
частини штанги, щоби на цій основі оцінювати можливу експлуатаційну
деградацію металу до вичерпання планового ресурсу штанги.
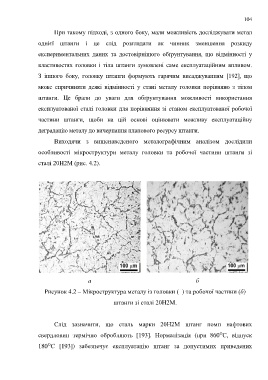
Виходячи з вищенаведеного металографічним аналізом дослідили
особливості мікроструктури металу головки та робочої частини штанги зі
сталі 20Н2М (рис. 4.2).
а б
Рисунок 4.2 – Мікроструктура металу із головки (a) та робочої частини (б)
штанги зі сталі 20Н2М.
Слід зазначити, що сталь марки 20Н2М штанг помп нафтових
О
свердловин термічно обробляють [193]. Нормалізація (при 860 С, відпуск
О
180 С [193]) забезпечує експлуатацію штанг за допустимих приведених